এমবসড মেটাল কম্পোজিট এক্সটেরিয়র প্যানেল প্রোডাকশন লাইন

ছোট বিবরণ:
এমবসড মেটাল কম্পোজিট এক্সটেরিয়র প্যানেল প্রোডাকশন লাইন হল নতুন ধরনের পরিবেশ বান্ধব লাইটওয়েট বিল্ডিং উপকরণের উৎপাদন যা বর্তমানে বিশ্বে জনপ্রিয়।এবং পলিউরেথেন ফোমের উপর ভিত্তি করে আলংকারিক প্রাচীর প্যানেল।এটি পৃষ্ঠের উপর ইস্পাত প্লেট সহ অগ্নি-প্রতিরোধী তাপ নিরোধক আলংকারিক প্রাচীর প্যানেল তৈরি করতে পারে।মাঝখানে পলিউরেথেন।এবং নীচে অ্যালুমিনিয়াম ফয়েল বা স্টিলের প্লেট।
পণ্য বিবরণী
পণ্য ট্যাগ
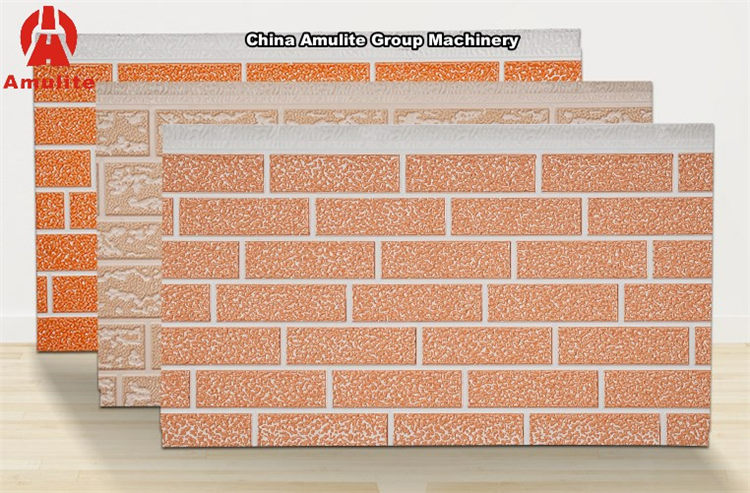
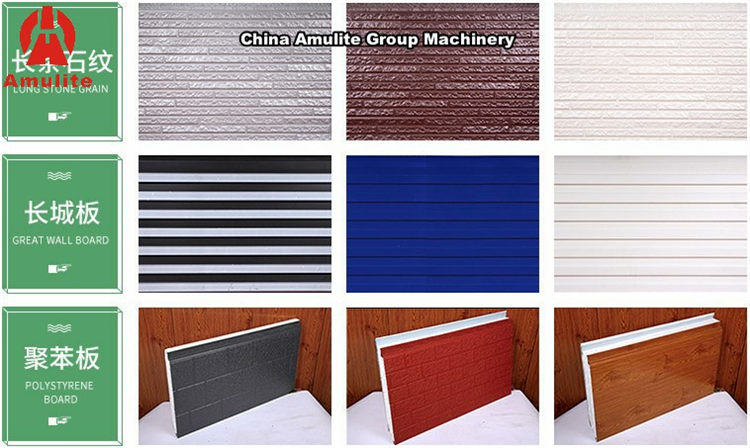
1. ওয়াল প্যানেল ভূমিকা
এমবসড মেটাল কম্পোজিট এক্সটেরিয়র প্যানেল প্রোডাকশন লাইন হল নতুন ধরনের পরিবেশ বান্ধব লাইটওয়েট বিল্ডিং উপকরণের উৎপাদন যা বর্তমানে বিশ্বে জনপ্রিয়।এবং পলিউরেথেন ফোমের উপর ভিত্তি করে আলংকারিক প্রাচীর প্যানেল।এটি পৃষ্ঠের উপর ইস্পাত প্লেট সহ অগ্নি-প্রতিরোধী তাপ নিরোধক আলংকারিক প্রাচীর প্যানেল তৈরি করতে পারে।মাঝখানে পলিউরেথেন।এবং নীচে অ্যালুমিনিয়াম ফয়েল বা স্টিলের প্লেট৷ পণ্যগুলির প্রধান প্রয়োগের ক্ষেত্রগুলি: পুরানো ভবনগুলির সংস্কার৷উচ্চ-শেষ ভিলা অ্যাপার্টমেন্ট।ভিলাহোটেলহালকা ইস্পাত কাঠামো।মোবাইল ঘর।খামারবাড়িবড় শপিং মল।কারখানার অভ্যন্তরীণ এবং বাইরের দেয়াল।ইত্যাদি

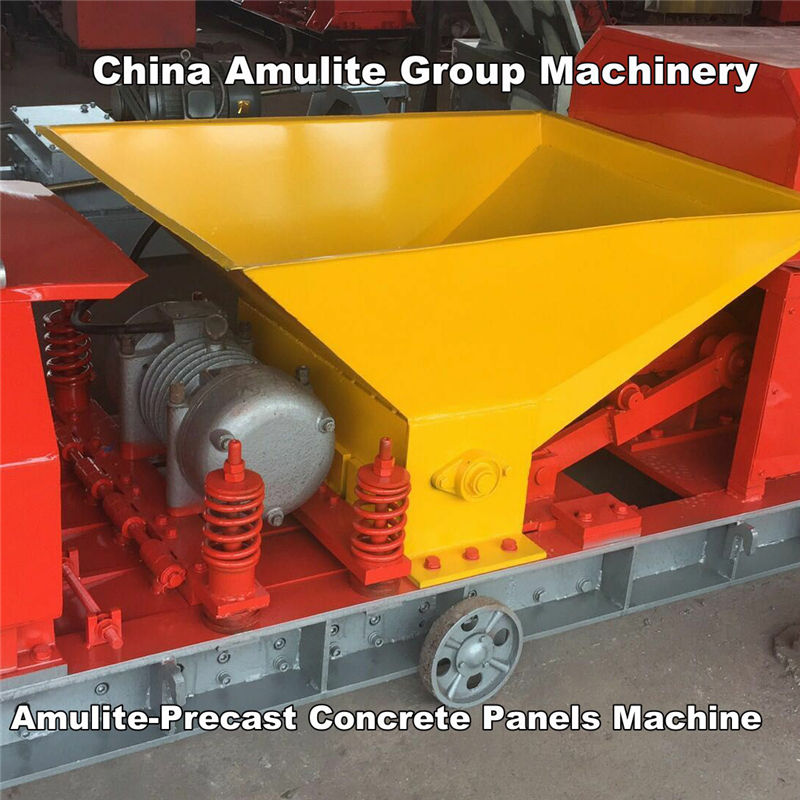
2. সরঞ্জাম রচনা
এমবসড মেটাল কম্পোজিট এক্সটেরিয়র প্যানেল প্রোডাকশন লাইন মেইন আনউইন্ডার→ এমবসিং মেশিন→ লেভেলিং মেশিন→ সাইড ফরমিং মেশিন→ হিটিং প্ল্যাটফর্ম→ এবি ফোম মেশিন ইনজেকশন→ অ্যালুমিনিয়াম চেইন প্লেট লেমিনেটিং মেশিন→ স বোর্ড কাট অফ→ কালারিং→ প্যাকিং ইত্যাদি।
3. এমবসড মেটাল কম্পোজিট বাহ্যিক প্যানেল উত্পাদন লাইন প্রধান প্রযুক্তিগত পরামিতি
ওয়াল প্যানেল স্পেসিফিকেশন: এ.380×16 মিমি বি. (380-500)×(30-40)মিমি
উত্পাদন গতি: 4-10 মি / মিনিট
অ্যালুমিনিয়াম খাদ ডাবল ক্রলারের দৈর্ঘ্য: 18-24 মি
সরঞ্জামের মোট শক্তি: প্রায় 60 কিলোওয়াট
উত্পাদন লাইন ক্ষমতা: প্রায় 1. 000. 000 বর্গমি.

4. এমবসড মেটাল কম্পোজিট বাহ্যিক প্যানেল উত্পাদন লাইন ইউনিট গঠন এবং কার্যকারিতা পরিচিতি
Ⅰআনওয়াইন্ডার
ফাংশন: ইস্পাত কয়েলের আনওয়াইন্ডিং এবং এমবসিংয়ের জন্য ব্যবহৃত হয়
গঠন প্রকার: বিভাগ ইস্পাত ঢালাই ফ্রেম.পার্শ্বীয় স্থানচ্যুতি হাইড্রোলিক সিলিন্ডার দ্বারা উপলব্ধি করা হয়।কয়েল উপাদানের বিচ্যুতি রোধ করুন।আনওয়াইন্ডিং প্যাসিভ টাইপ গ্রহণ করে।টেনশন নিয়ন্ত্রণের জন্য বায়ুসংক্রান্ত ব্রেক আছে।

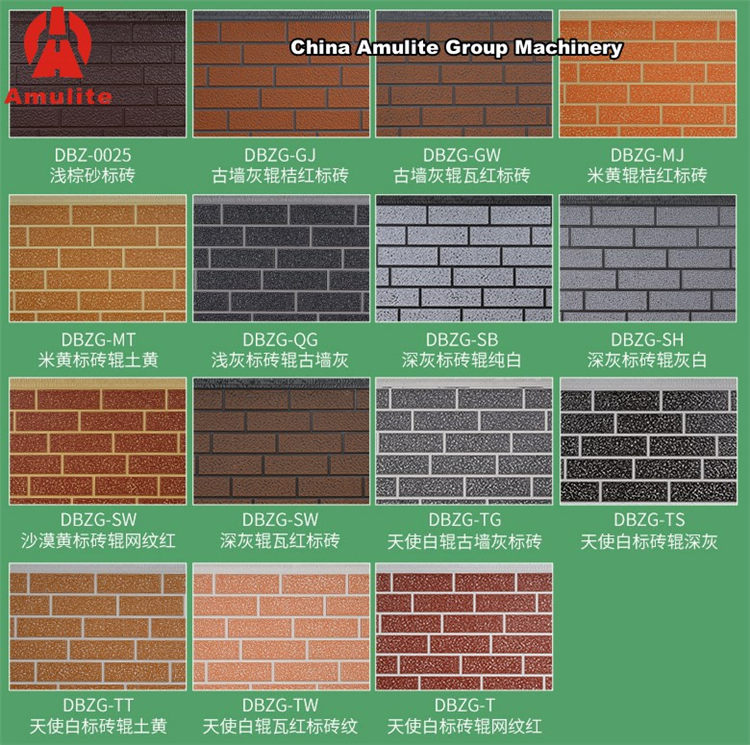
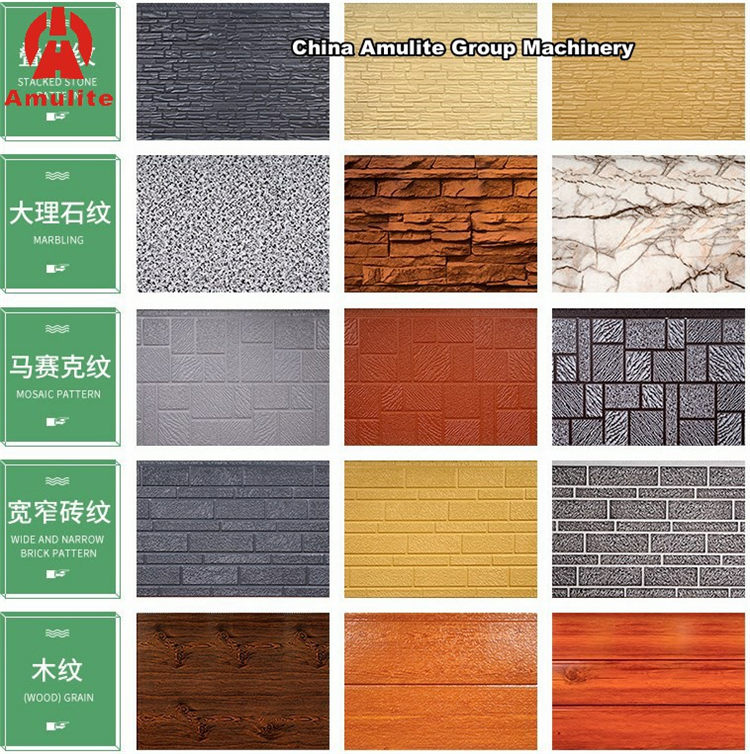
Ⅱএমবসিং মেশিন
ফাংশন: ওয়াল প্যানেলের বিভিন্ন প্যাটার্ন অনুযায়ী।দুটি বিপরীত এমবসিং মেটাল রোলার ব্যবহার করা হয় রঙিন ইস্পাতের বিভিন্ন প্যাটার্ন টিপতে।
Ⅲফোমিং মেশিন:
BLC(R) টাইপ লো প্রেসার কন্টিনিউয়াস ফোমিং মেশিন বা PH(R/F) হাই প্রেসার ফোমিং মেশিন।1 রজন (A) ট্যাঙ্ক ব্যবহার করুন।1个কিউরিং এজেন্ট (B) ট্যাঙ্ক;দুটি মিটারিং পাম্প ইউনিট স্বাধীন পরিবর্তনশীল ফ্রিকোয়েন্সি মোটর দ্বারা চালিত হয়।মিটারিং পাম্পের আউটপুট প্রবাহ মিটারিং পাম্পের গতি পরিবর্তন করে নিয়ন্ত্রিত হয়। অবশেষে।উপাদানগুলি প্রয়োজনীয় অনুপাত অনুসারে মিশ্রিত করা হয় এবং নিম্ন ইস্পাত প্লেট বা অন্যান্য স্তরগুলির মধ্যে সমানভাবে স্প্রে করা হয়।

Ⅳতৈরির মেশিন
ফাংশন: এমবসড কালার স্টিলের আকৃতি মাল্টি হুইল ফ্ল্যাঞ্জিং দ্বারা চিকিত্সা করা হয়েছিল।
Ⅴল্যামিনেটর
ফাংশন: সম্পূর্ণ অনলাইন ফোমিং এবং পলিউরেথেন শেপিং; চেইন প্লেট ইউনিট ড্রাইভ মোটর দ্বারা গঠিত।চেন চাকা.অ্যালুমিনিয়াম খাদ চেইন প্লেট।পিন খাদ এবং রোলিং বিয়ারিং.বৈদ্যুতিক গরম করার টিউব গরম করার পদ্ধতি ব্যবহার করা;এটি দ্রুত ডাবল বেল্ট মেশিনকে উৎপাদনের জন্য প্রয়োজনীয় তাপমাত্রায় গরম করতে পারে। যখন তাপমাত্রা পূর্বনির্ধারিত মান পর্যন্ত পৌঁছায়।প্রকৃত পরিস্থিতি অনুযায়ী বৈদ্যুতিক উত্তাপ চালু বা বন্ধ করা যেতে পারে।
Ⅵফিক্সড লেংথ সেয়িং মেশিন
ফাংশন: সেট আকার অনুযায়ী গঠিত বোর্ড দেখেছি।
ফাংশন: বেস।ফুসেলেজ এবং উপরের চলমান ফ্রেম বিভাগ ইস্পাত এবং প্লেট ঢালাই কাঠামো গ্রহণ করে।লিনিয়ার গাইড রেল দ্বারা সংযুক্ত।গাইড রেলের মাউন্টিং সারফেস শেষ হয়েছে।ইনস্টলেশন নির্ভুলতা নিশ্চিত করুন;স্যুইং মোটর উপরের চলন্ত ফ্রেমে ইনস্টল করা আছে.চলন্ত ফ্রেম একটি গিয়ারড মোটর দ্বারা চালিত হয়.পার্শ্বীয় আন্দোলন; ক্ল্যাম্পিং ডিভাইস শরীরের উপর ইনস্টল করা হয়।এটি এয়ার সিলিন্ডার এবং প্রেসিং ব্লকের সমন্বয়ে গঠিত; রিসেট ডিভাইসটি একটি সিলিন্ডার এবং একটি বাফার ডিভাইসের সমন্বয়ে গঠিত; যখন প্লেটটি সেট দৈর্ঘ্যে পৌঁছায়।ক্ল্যাম্পিং সিলিন্ডার ক্ল্যাম্পিং ব্লককে নিচে ঠেলে দেয়।এবং রিসেট সিলিন্ডার প্লেটের সাথে সরানোর জন্য শরীরকে ধাক্কা দেয়;একই সময়ে।সেয়িং মোটর শুরু হয়েছে।এবং রিডাকশন মোটর আপার মুভিং ফ্রেমটিকে অনুভূমিকভাবে সরাতে চালিত করে।যাতে প্লেটের তির্যক কাটিং উপলব্ধি করা যায়;কাটিং শেষ হওয়ার পর।ক্ল্যাম্পিং ডিভাইসটি উত্তোলন করা হয়েছে।এবং রিসেট সিলিন্ডার শরীরকে রিসেট করার জন্য আসল পয়েন্টে ফিরে যেতে চালিত করে।
5. এমবসড মেটাল কম্পোজিট এক্সটেরিয়র প্যানেল প্রোডাকশন লাইন স্বয়ংক্রিয় কন্ট্রোল
স্বয়ংক্রিয় নিয়ন্ত্রণ ব্যবস্থা চারটি ভাগে বিভক্ত: আনওয়াইন্ডিং এবং এমবসিং এরিয়া কন্ট্রোল।গঠন এবং স্তরায়ণ এলাকা নিয়ন্ত্রণ.ফোমিং এরিয়া কন্ট্রোল এবং সায়িং এরিয়া কন্ট্রোল।মোট শক্তি প্রায় 60KW; গরম করার প্ল্যাটফর্ম প্রায় 30KW।পুরো কন্ট্রোল সিস্টেম প্রোগ্রামেবল কন্ট্রোলার নিয়ে গঠিত।পরীক্ষা সুইচ.ডেল্টা ইনভার্টার ড্রাইভার এবং অন্যান্য উপাদান।টাচ স্ক্রিন প্যারামিটার ইনপুট এবং বোতাম সহযোগিতা অপারেশনের মাধ্যমে।প্রোডাকশন লাইনের স্বয়ংক্রিয় উৎপাদন উপলব্ধি করুন।এর কর্মক্ষমতা নির্ভরযোগ্য এবং স্থিতিশীল।এবং অপারেশন সহজ এবং সহজ.