





Amulite স্বয়ংক্রিয় AAC ব্লক উত্পাদন লাইন






ছোট বিবরণ:
পণ্য বিবরণী
পণ্য ট্যাগ

AAC ব্লক কি?
এএসি ব্লকের ধারণা: এএসি ব্লক সিলিসিয়াস ম্যাটেরিয়ালস (বালি, ফ্লাই অ্যাশ, সিলিকা-ধারণকারী উপকরণ ইত্যাদি), এবং প্রধান কাঁচামাল হিসাবে চুনযুক্ত পদার্থ (চুন, সিমেন্ট) এর উপর ভিত্তি করে, বায়ু-প্রবেশকারী এজেন্টের সাথে মিশ্রিত (অ্যালুমিনিয়াম পাউডার) ,প্রসেস করার পর কাঁচামালের ব্যাচিং, স্লারি মিক্সিং, পোরিং, প্রি-কিউরিং, কাটিং, অটোক্লেভ, কিউরিং প্রসেস এবং প্যাকেজ তৈরি করার জন্য AAC ব্লক তৈরি করা ফিনিশড প্রোডাক্ট; একে এরেটেড কংক্রিট বলা হয় কারণ এতে প্রচুর পরিমাণে ইউনিফর্ম রয়েছে এটি বায়ুযুক্ত।
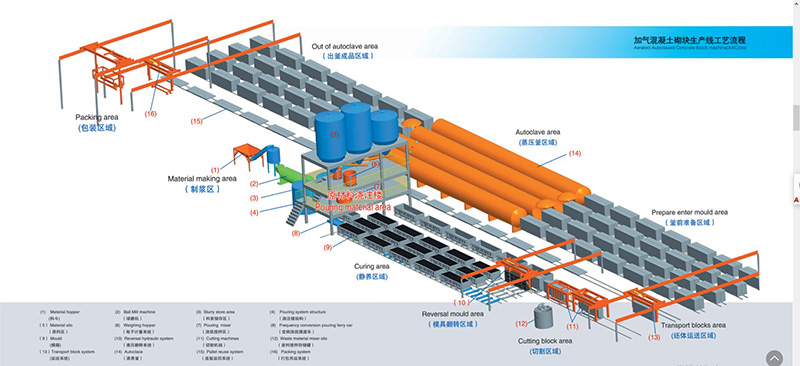
 AAC ব্লক পণ্য উত্পাদন প্রক্রিয়া কি?
AAC ব্লক পণ্য উত্পাদন প্রক্রিয়া কি?
1) :সমস্ত কাঁচামাল মিটারিং এবং মিশ্র স্লারি;
2) : স্লারি ঢালা পদ্ধতিতে প্রবেশ করুন, মিশ্রিত করার পরে ছাঁচ বাক্সে ঢালাও;
3): ছাঁচ বাক্সের ভিতরে (প্যানেল শক্তিবৃদ্ধি), একটি নির্দিষ্ট তাপমাত্রা এবং প্রাক-নিরাময় সময় পরে;
4): ভেজা প্যানেলটি একটি নির্দিষ্ট কঠোরতায় পৌঁছানোর পরে, ছাঁচের বাক্স এবং প্যানেলগুলি টার্নওভার ক্রেন দ্বারা কাটিং মেশিনে উত্তোলন করা হবে, এবং টার্নওভার ক্রেন নিম্নলিখিত ফাংশনটি সম্পূর্ণ করে:
5) : A : ছাঁচের বাক্সটিকে 90 ডিগ্রি বাতাসে ঘুরিয়ে দিতে হবে, (অটোক্লেভ প্রক্রিয়া শেষ না হওয়া পর্যন্ত ছাঁচের বাক্সের এক দিক ভেজা প্যানেল বডির জন্য সমর্থন ট্রলি প্লেটে পরিণত হয়),
6) :B: ছাঁচটি সম্পূর্ণরূপে খুলতে ট্রলি বা কাটিং সাপোর্ট ফ্রেমে উত্তোলন করা হয়; সি: টেক অফ মোল্ড ফ্রেম এবং রিটার্ন অটোক্লেভ সাইড প্লেট পরিষ্কার করার পরে একটি ছাঁচের বাক্স তৈরি করার জন্য পুনরায় সংযুক্ত করা হয়, তেল স্প্রে এবং পুনরায়- ঢালা;
7) :এবং ওয়েট প্যানেল বডি কাটা মেশিনে ছয়টি ধাপে কাটা হয়: 1:প্রথম প্যানেলের বডির উভয় দিক উল্লম্বভাবে কাটা হয়;2:তারপর দ্রাঘিমা এবং অনুভূমিকভাবে কাটা হয়;
8) :অবশেষে অনুভূমিকভাবে অনুভূমিক বা ছুরি কাটা কাটা;
9) : কাটা প্যানেল বডি আধা-সমাপ্ত পণ্য ক্রেন থেকে অটোক্লেভ ট্রলিতে নীচের প্লেটের সাথে একসাথে উত্তোলন করা হয়;
10): তারপর উচ্চ তাপমাত্রা এবং উচ্চ চাপ নিরাময়ের জন্য অটোক্লেভের মধ্যে গোষ্ঠীভুক্ত করা হয়;
11) : ভাল অটোক্লেভ নিরাময় করার পরে, ট্রলিটি বের করা হবে এবং অটোক্লেভটি ছেড়ে দেওয়া হবে;
12) : সমাপ্ত পণ্য সমাপ্ত পণ্য হোস্টিং ক্রেন দ্বারা ট্রাকে স্তুপীকৃত বা লোড করা হয়, ভাল প্যাকেজ করা হয়;
13): অটোক্লেভ কিউরিং সাইড প্লেট ফেরত দেওয়া হয়;
প্রধান কাঁচামাল পরিচিতি সম্পর্কে
এএসি ব্লকের উত্পাদন কাঁচামাল সমৃদ্ধ, বিশেষ করে কাঁচামাল হিসাবে ফ্লাই অ্যাশের ব্যবহার যা কেবলমাত্র ব্যাপকভাবে শিল্প বর্জ্যের অবশিষ্টাংশ ব্যবহার করতে পারে না, পরিবেশ দূষণের চিকিত্সা করতে পারে না, এবং কৃষিজমির ক্ষতি করতে পারে না, তবে ভাল সামাজিক ও অর্থনৈতিক সুবিধাও তৈরি করতে পারে, এটি ঐতিহ্যবাহী কঠিন কাদামাটির ইটগুলির একটি ভাল বিকল্প৷ ভাল প্রতিশ্রুতিবদ্ধ প্রাচীর পণ্যগুলিকে সরকার, এস্টেট কোম্পানি, নির্মাণ দল দ্বারা দৃঢ়ভাবে স্বাগত জানানো হয়েছে, এবং সরকার কর নীতি, পরিবেশ সুরক্ষা নীতি সহায়তা প্রণয়ন করেছে, আমরা বিস্তৃত বাজার উন্নয়নের সম্ভাবনার পূর্বাভাস দিতে পারি;
1. ফ্লাই অ্যাশ/কোয়ার্টজ বালি
ফ্লাই অ্যাশ/কোয়ার্টজ স্যান্ড হল AAC ব্লক প্রোডাক্টের প্রধান প্রধান কাঁচামাল, এবং বায়ুযুক্ত কংক্রিটের সিলিকন এবং অ্যালুমিনিয়াম উপাদানগুলির প্রধান উত্স;
2. সিমেন্ট
সিমেন্ট হল AAC ব্লকের শক্তির প্রধান উৎস, এটি AAC ব্লকের জন্য প্রধান চুনযুক্ত উপাদান সরবরাহ করে, AAC ব্লকের উৎপাদনের জন্য উপযুক্ত সিমেন্ট প্রধানত সিমেন্টের ধরন এবং গ্রেডের ক্ষেত্রে নির্বাচন করা উচিত; উৎপাদনে, 52.5 গ্রেড সাধারণ পোর্টল্যান্ড সিমেন্ট প্রথমে নির্বাচন করা উচিত। সাধারণভাবে, উৎপাদন খরচ কমানোর জন্য, 42.5 গ্রেডের সাধারণ পোর্টল্যান্ড সিমেন্টও ব্যবহার করা যেতে পারে;
3. চুন
এএসি ব্লকের উৎপাদনের জন্য চুন প্রধান কাঁচামালগুলির মধ্যে একটি। এর প্রধান কাজ হল কার্যকর ক্যালসিয়াম অক্সাইড সরবরাহ করতে সিমেন্টের সাথে সহযোগিতা করা, যাতে এটি সিলিকন হাইড্রেট ক্যালসিয়াম তৈরি করতে হাইড্রোথার্মাল অবস্থার অধীনে সিলিসিয়াস পদার্থে SIO2 এবং Al203 এর সাথে যোগাযোগ করতে পারে। এসিড।অতএব, চুন হল AAC ব্লকের প্রধান শক্তির উৎসগুলির মধ্যে একটি। AAC ব্লক তৈরি করতে ব্যবহৃত চুনের কার্যকরী ক্যালসিয়াম অক্সাইড সামগ্রী 65% এর বেশি হওয়া উচিত, বিশেষত 80% এর চেয়ে বেশি।
4. জিপসাম
জিপসাম হল এএসি ব্লক উৎপাদনে বায়ু বিবর্তন প্রক্রিয়ার একটি নিয়ন্ত্রক। জিপসামের নিয়ন্ত্রক প্রভাব প্রধানত কুইকলাইম হজমের বিলম্ব এবং স্লারি ঘন হওয়ার গতিতে প্রতিফলিত হয়। জিপসামের প্রধান রাসায়নিক উপাদান হল CASO4; তিনটি প্রকারের জিপসাম রয়েছে। বাজার; কাঁচা জিপসাম, অ্যানহাইড্রাইট এবং প্লাস্টার অফ প্যারিস। উপরন্তু, বর্জ্য জিপসাম রাসায়নিক উত্পাদন প্রক্রিয়াতেও উত্পাদিত হয়। যেমন ফসফেট সার উত্পাদন থেকে ফসফোজিপসাম, ফ্লোরিন রাসায়নিক উত্পাদন থেকে ফ্লুরোজিপসাম, এবং জিপসাম থেকে জিপসাম উত্পাদন ডাইঅক্সাইড। এই জিপসাম কম খরচে এবং প্রাকৃতিক জিপসাম প্রতিস্থাপন করতে পারে এবং উৎপাদন খরচ কমাতে পারে;
5. এয়ার জেনারেটিং এজেন্ট
এএসি ব্লকে অবশ্যই একটি বায়ু-উৎপাদনকারী এজেন্ট থাকতে হবে যাতে ব্লকে ছিদ্র তৈরি করে একটি হালকা ওজনের ছিদ্রযুক্ত কাঠামো তৈরি করা যায়;
6. ফোম স্টেবিলাইজার
এয়ার জেনারেটিং এজেন্ট গ্যাসের পরে, পাতলা আকারের প্রাচীরের কারণে, বিভিন্ন অবস্থার হস্তক্ষেপের অধীনে ফেনা ভাঙ্গা এবং ধ্বংস করা সহজ, যা কংক্রিটের গুণমানকে প্রভাবিত করে। অতএব, এটিতে একটি ফোম স্টেবিলাইজার যুক্ত করা প্রয়োজন। স্লারি।
উৎপাদন প্রক্রিয়া
1): AAC ব্লকের জন্য কাঁচামালের স্টোরেজ এবং সরবরাহ
কাঁচামাল অটোমোবাইল দ্বারা কারখানায় পরিবহন করা হয়, এবং ফ্লাই (বালি, পাথরের গুঁড়া) কাঁচামাল ইয়ার্ডে কেন্দ্রীভূত হয়, এবং যখন ব্যবহার করা হয়, তখন এটি হপারে পৌঁছে দেওয়া হয়। ব্যাগযুক্ত সিমেন্ট বা বাল্ক সিমেন্ট সিমেন্ট গুদামে সংরক্ষণ করা হয়। ব্যবহারে, এটি লোড করা হয় এবং হপারে পরিবহন করা হয়। কেমিক্যাল, অ্যালুমিনিয়াম পাউডার ইত্যাদি যথাক্রমে রাসায়নিক স্টোরেজ এবং অ্যালুমিনিয়াম পাউডার স্টোরেজের মধ্যে স্থাপন করা হয়, এবং যখন ব্যবহার করা হয় তখন উৎপাদন কর্মশালায় পৌঁছে দেয়।
2) ![]() AAC ব্লকের জন্য কাঁচামালের রোসিং
AAC ব্লকের জন্য কাঁচামালের রোসিং
ফ্লাই অ্যাশ (বা বালি, স্টোন পাউডার) ইলেক্ট্রোম্যাগনেটিক ভাইব্রেটিং ফিডার এবং বেল্ট কনভেয়ারের মাধ্যমে বল মিলে পাঠানো হয় এবং গ্রাউন্ড ফ্লাই অ্যাশ (বা বালি, পাথরের গুঁড়া) ফ্লাই অ্যাশ পাম্পের মাধ্যমে স্টোরেজের জন্য স্লারি ট্যাঙ্কে পাঠানো হয়।
চুন পেষণকারী ইলেক্ট্রোম্যাগনেটিক কম্পনকারী ফিডার এবং বেল্ট পরিবাহক দ্বারা চোয়াল পেষণকারীতে পাঠানো হয়। চূর্ণ করা চুনটি বালতি লিফটের মাধ্যমে চুন স্টোরেজ ট্যাঙ্কে পৌঁছে দেওয়া হয়, এবং তারপর স্ক্রু পরিবাহক দ্বারা বল মিলে পাঠানো হয়। স্ক্রু পরিবাহক এবং বালতি লিফটকে পাউডার ব্যাচিং ট্যাঙ্কে খাওয়ানো হয়। রাসায়নিকগুলি ম্যানুয়ালি একটি নির্দিষ্ট অনুপাতে পরিমাপ করার পরে, একটি নির্দিষ্ট ঘনত্বের একটি সমাধান তৈরি করা হয় এবং স্টোরেজের জন্য স্টোরেজ ট্যাঙ্কে পাঠানো হয়।
অ্যালুমিনিয়াম পাউডার অ্যালুমিনিয়াম পাউডার গুদাম থেকে উত্পাদন কর্মশালায় পৌঁছে দেওয়া হয়, এবং একটি বৈদ্যুতিক উত্তোলন সহ ব্যাচিং বিল্ডিংয়ের দ্বিতীয় তলায় তোলা হয়। পরিমাণগতভাবে জল যোগ করতে মিক্সারে ঢালা হয়, এবং এটি একটি অ্যালুমিনিয়াম পাউডার সাসপেনশনে নাড়ুন।
3) : স্লারি মিশ্রণ, এবং AAC ব্লক ঢালা;
চুন এবং সিমেন্ট ক্রমাগতভাবে ক্রমবর্ধমান পরিমাপের জন্য পাউডার ব্যাচিং ট্যাঙ্কের নীচে স্ক্রু পরিবাহক দ্বারা স্বয়ংক্রিয় ওজনের স্কেলে পাঠানো হয়। ঢালা মিক্সারে সমানভাবে উপাদান যোগ করার জন্য স্কেলের নীচে একটি স্ক্রু পরিবাহক রয়েছে।
ফ্লাই অ্যাশ (বা বালি, পাথরের গুঁড়া) এবং বর্জ্য স্লারি পরিমাপের জন্য পরিমাপ সিলিন্ডারে রাখা হয়। বিভিন্ন উপকরণ পরিমাপ করার পরে, ছাঁচটি জায়গায় থাকে, এবং স্লারিটি আলোড়িত হতে পারে। স্লারিটি প্রক্রিয়ার প্রয়োজনীয়তা পূরণ করতে হবে (প্রায় 45) ℃) ঢালার আগে। তাপমাত্রা যথেষ্ট না হলে, অটোক্লেভ হিটিং স্লারি মিটারিং ট্যাঙ্কে করা যেতে পারে, এবং অ্যালুমিনিয়াম পাউডার সাসপেনশন যোগ করা যেতে পারে 0.5-1 উপকরণ ঢেলে দেওয়ার আগে;
4) :AAC ব্লক প্রাক নিরাময় এবং কাটা
ঢালার পরে, ছাঁচের বাক্সটিকে গ্যাসীকরণ এবং প্রাথমিক সেটিংয়ের জন্য একটি পরিবাহক চেইন দ্বারা প্রাথমিক নিরাময় কক্ষে ঠেলে দেওয়া হয়৷ ঘরের তাপমাত্রা 50~70℃, এবং প্রাথমিক নিরাময় সময় 1.5-2 ঘন্টা (অনুকূল ভৌগলিক অবস্থা অনুসারে, প্রক্রিয়াটি বাদ দেওয়া যেতে পারে। ছাঁচের ফ্রেম এবং ভেজা ব্লক বডিটি কাটার টেবিলে উত্তোলনের জন্য একটি নেতিবাচক চাপ উত্তোলন করুন যেখানে অটোক্লেভ ট্রলির নীচের প্লেটটি অগ্রিমভাবে স্থাপন করা হয়। ছাঁচের ফ্রেমটি বন্ধ করুন। কাটিং মেশিন ক্রস-কাট। দ্রাঘিমাভাবে কাটা, এবং মিলস ওয়েট ব্লক.ছাঁচের ফ্রেমটি পরিষ্কার এবং কমানোর জন্য ছাঁচের ট্রাকে ফেরত উত্তোলন করা হয়, এবং তারপরে পরবর্তী কাস্টিংয়ের জন্য ছাঁচের ট্রাকে উত্তোলন করা হয়৷ কাটা ব্লকের বডি এবং অটোক্লেভের নীচের প্লেটটি একটি ক্রেন দিয়ে অটোক্লেভ ট্রলিতে উত্তোলন করা হয় এবং স্থাপন করা হয়৷ দুই তলা। মেঝেগুলির মধ্যে চারটি সমর্থন রয়েছে, এবং বেশ কয়েকটি অটোক্লেভ ট্রলি একসাথে গ্রুপ করা হয়েছে।
কাটার সময় উৎপাদিত ওয়েট ব্লক বডির প্রান্ত এবং কোণে বর্জ্য পদার্থ একটি স্ক্রু কনভেয়ার দ্বারা কাটা মেশিনের পাশে বর্জ্য স্লারি অ্যাজিটেটরে পাঠানো হয়, এবং ব্যাচিং-এ ব্যবহারের জন্য একটি বর্জ্য স্লারি তৈরি করতে জল যোগ করা হয়।
5): অটোক্লেভড AAC ব্লক এবং সমাপ্ত পণ্য।
অটোক্লেভের সামনে পার্কিং লাইনে বডি একত্রিত হওয়ার পরে, অটোক্লেভের বাইরে যাওয়া অটোক্লেভের দরজাটি খুলুন, প্রথমে একটি উত্তোলন সহ অটোক্লেভের সমাপ্ত অটোক্লেভ ট্রলিটি টানুন, এবং তারপর অটোক্লেভ ট্রলিটি অটোক্লেভ করার জন্য টানুন একটি উত্তোলন সহ অটোক্লেভের মধ্যে অটোক্লেভ রক্ষণাবেক্ষণ করা হয়৷ অটোক্লেভ ট্রলিতে সমাপ্ত পণ্যগুলি একটি ব্রিজ ক্রেন দ্বারা সমাপ্ত পণ্য গুদামে উত্তোলন করা হয়, এবং তারপর একটি ফর্কলিফ্ট ট্রাকের মাধ্যমে সমাপ্ত পণ্য উঠানে পরিবহন করা হয়৷ খালি অটোক্লেভ ট্রলি এবং নীচে চলমান অটোক্লেভের প্লেটটি ক্যারেজ রিটার্ন লাইনে ফেরানো হয়, এবং স্ট্যাকারটি পরিষ্কার করার পরে একটি উত্তোলন দ্বারা পিছনে টানা হয়। পরবর্তী চক্রে যান।
উত্পাদন সরঞ্জাম শো
1): উপাদান নাকাল এবং স্লারি বিভাগ তৈরি
| স্লারি ঘনত্ব নিয়ন্ত্রণের প্রথাগত প্রক্রিয়া কঠোর নয় .প্রোটোপ্লাজমের ঘনত্ব প্রায়শই কৃত্রিম পরিমাপের মাধ্যমে হয় .ত্রুটি বড় হয় .পরিবহনকারী প্লাজমা বেসিকের ঘনত্ব অভিজ্ঞতার ভিত্তিতে নিয়ন্ত্রণ করতে ব্যবহৃত হয় .তাই উচ্চ মানের পণ্য উৎপাদনে নিম্ন ভলিউম .যোগ্য হার এবং পণ্যের গুণমান আদর্শ নয়। সর্বশেষ পাইপলাইন পরিমাপ পদ্ধতি ব্যবহার করে অ্যামুলাইটের ঘনত্বের নিম্নলিখিত সুবিধা রয়েছে1. স্লারি ট্যাঙ্ক এবং ডেনসিমিটারের মধ্যে সঞ্চালিত হয়, স্লারি ঘনত্বের ডেটা বাস্তব চুনের ঘনত্বের পাইপলাইন দ্বারা পরিমাপ করা হয় এবং কেন্দ্রীয় নিয়ন্ত্রণ কক্ষে প্রতিক্রিয়া। বল মিলের পাল্পিং এবং ফিলিং এর জলের অনুপাত সামঞ্জস্য করার জন্য স্লারি ট্যাঙ্কের। রিয়েল-টাইম ঘনত্বের ক্রমাগত সংশোধনের উদ্দেশ্য অর্জিত হয়:2. ঘনত্বের পাইপ সমস্ত স্লারির ঘনত্ব পরিমাপ করবে . ত্রুটি ছাড়াই নির্ভুলতা পরিমাপ করবে . এবং তারপরে পরবর্তী পরিমাপের নির্ভুলতা নিশ্চিত করতে শিফটের পরে পুরো পাইপটি ফ্লাশ করুন৷ |  | |||
 | ||||
| ফ্লাই অ্যাশ স্লারি মেকিং মেশিন | স্লারি স্টোরেজ মিক্সার | উপাদান স্কেল | ঢালা সিস্টেম | |
| 2): টার্নওভার এবং কাটিং বিভাগ | ||||
 অ্যামুলাইট কাটিং মেশিনের প্রধান বৈশিষ্ট্য1) : সরল-গঠিত, ইনস্টল এবং রক্ষণাবেক্ষণের জন্য সুবিধাজনক;2) : গ্রাউন্ডে ফিক্সড, প্ল্যানেট-গিয়ার রিডুসার দ্বারা চালিত, উল্লম্ব কাটিং করার সময়, কাটিং মেশিন উদ্ভট এবং সুইং কাটিং করে যা কাটিংয়ের দক্ষতা বাড়ায়। কাটিং সাইজ পরিবর্তন করতে এটি আরও সুবিধাজনক করে তোলে। অ্যামুলাইট কাটিং মেশিনের প্রধান বৈশিষ্ট্য1) : সরল-গঠিত, ইনস্টল এবং রক্ষণাবেক্ষণের জন্য সুবিধাজনক;2) : গ্রাউন্ডে ফিক্সড, প্ল্যানেট-গিয়ার রিডুসার দ্বারা চালিত, উল্লম্ব কাটিং করার সময়, কাটিং মেশিন উদ্ভট এবং সুইং কাটিং করে যা কাটিংয়ের দক্ষতা বাড়ায়। কাটিং সাইজ পরিবর্তন করতে এটি আরও সুবিধাজনক করে তোলে। 3) : জার্মান প্রযুক্তি শোষণ, ভ্যাকুয়াম অ্যাসপিরেটর যোগ করা, এই কাটিং মেশিনটি সমাপ্ত ব্লকের কোনো অংশ ধ্বংস না করেই উপরের বর্জ্য পদার্থ থেকে সহজেই মুক্তি পেতে পারে এবং পণ্যের পাসের হার নিশ্চিত করে; 4) : পুরো ব্লকের 6-সাইড কাটিংয়ের সাথে, পণ্যের পাসের হার বৃদ্ধি পায় কারণ সমাপ্ত পণ্যের গুণমান ছাঁচের পরিবর্তনের দ্বারা প্রভাবিত হবে না। 5): সমাপ্ত ব্লকের পৃষ্ঠের উচ্চ রুক্ষতা বিল্ডিং অপারেশন এবং নির্মাণের জন্য অনুকূল। 6) : পজিশনিং নিউমেরিক্যাল কন্ট্রোল টেকনোলজি গ্রহণ করা, এই মেশিনটি বাঁক, মুভিং, কাটিং এবং ট্রান্সপোর্ট করার প্রক্রিয়ায় কাঁপানো কমায়। উপরন্তু, এটি ক্লায়েন্টের অনুরোধে পিএলসি কন্ট্রোল সিস্টেমে আপগ্রেড করা যেতে পারে যাতে পণ্য পাসের হার বাড়ানো যায়। | ||||
 | ||||
| হাইড্রোলিক ফ্রিকোয়েন্সি রূপান্তর টার্নওভার ক্রেন | অনুভূমিক কাটিং মেশিন | |||
| 1) :হাইড্রোলিক ফ্রিকোয়েন্সি কনভার্ট টার্নওভার ক্রেন 90 ডিগ্রী টার্নওভারে ব্লকের সাথে ছাঁচের বাক্সটিকে পরিণত করে, ফ্রিকোয়েন্সি কনভার্ট ব্লক ট্রলি টেনে আনুন এবং ডেমল্ড কাজগুলি প্রক্রিয়া করুন;2) : ফ্রিকোয়েন্সি কনভার্ট ব্লক ড্র্যাগিং ট্রলি কাটিং মেশিনে ব্লকটিকে টেনে আনে কাট। টার্নওভার ক্রেন পুনর্গঠন করে, ছাঁচের বাক্স এবং প্যালেটগুলিকে পুনরায় ব্যবহার করার জন্য প্রস্তুত করে, পরিষ্কার করে এবং পালিশ করে। | টার্নওভার ক্রেন ছাঁচটিকে 90 ডিগ্রি ঘুরিয়ে দেয়, ডিমোল্ড করে এবং পুরো ব্লক এবং নীচের প্লেটটিকে ব্লক টেনে নেওয়া ট্রলিতে রাখে৷ ব্লক টেনে নেওয়া ট্রলি পুরো ব্লকটিকে কাটিং মেশিনে নিয়ে যাবে, এবং অনুভূমিক কাটা শেষ করবে, পুরো ব্লকটিকে দুই দিক দিয়ে খোসা ছাড়বে এবং আলাদা করবে বর্জ্য পদার্থ। | |||
   | ||||
| 3): টার্নওভার কপিকল নীচের বর্জ্য উপাদান সরান | ||||||||||
 | আমাদের গ্রাহকদের নীচের উপাদানের বর্জ্য সমস্যা সম্পূর্ণরূপে সমাধান করতে সাহায্য করার জন্য এই ডিভাইসটি Amulite গ্রুপ দ্বারা স্ব-বিকাশ করা হয়েছে।এই ডিভাইসটি টার্নওভার প্ল্যাটফর্ম এবং ক্রেন অন্তর্ভুক্ত করে, এটি উপরের এবং নীচের বর্জ্য পদার্থকে সরিয়ে ফেলতে পারে। এই ক্রেনটি আধা-পণ্য পরিবহন ক্রেন হিসাবেও হতে পারে। | |||||||||
| অটোক্লেভের আগে পরিবহন ক্রেন | বেস প্লেট | অটোক্লেভ ট্রলি | ||||||||
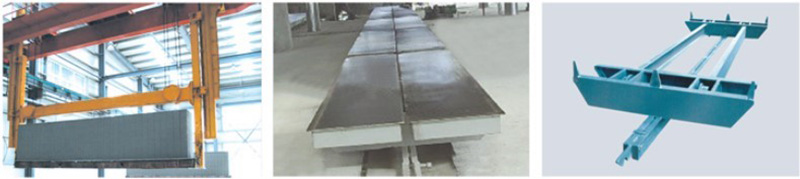 | ||||||||||
| কাটার পর, পরিবহন ক্রেন অটোক্লেভে প্রবেশের জন্য অটোক্লেভ ট্রলিতে ব্লক বহন করে। এই ডিভাইসটির সহজ গঠন, স্থিতিশীল অপারেশন, ভাল গুণমান এবং রক্ষণাবেক্ষণ করা সহজ। | অ্যামুলাইট গ্রুপ দ্বারা ডিজাইন করা বেস প্লেটটি সাইড প্লেটও হতে পারে, অটোক্লেভ থেকে বের না হওয়া পর্যন্ত পরিবর্তন করার দরকার নেই। এটি ম্যাঙ্গানিজ স্টিল দ্বারা তৈরি এবং উচ্চ তাপমাত্রা এবং চাপের অধীনে কখনও বিকৃতি হয় না। | এটি ভাল মানের প্রোফাইল ইস্পাত দিয়ে গঠিত এবং এর সাধারণ কাঠামো রয়েছে। অটোক্যালভের উচ্চ তাপমাত্রা এবং উচ্চ চাপের অটোক্যালভ কিউরিং এনভায়রনমেন্টে আটকে এবং বিকৃতি ঘটবে না। ক্রেনটি অটোক্যালভ কিউরিং ট্রলিতে ভেজা ব্লক রাখে এবং অটোক্লেভে অটোক্লেভের মধ্যে রাখে। সমাপ্ত ব্লক অপসারণ পর্যন্ত সংরক্ষিত; | ||||||||
| 4): সমাপ্ত পণ্য হ্যান্ডলিং সরঞ্জাম | ||||||||||
 | সাধারণত অটোক্লেভড ব্লক এবং প্লেটগুলির মাঝে মাঝে আঠালো থাকে৷ সেপারেটিং মেশিনটি ব্লকগুলির কোনও ক্ষতি ছাড়াই আনুগত্যের ব্লকগুলিকে সম্পূর্ণ করতে হয়, যা ঐতিহ্যগত বিভাজক মেশিনের কার্যকারিতা এবং সমাপ্ত পণ্যের ক্যারিয়ারকে একীভূত করে৷ প্রতিটি পৃথককারী হাত স্বতন্ত্রভাবে নিয়ন্ত্রিত হয়৷ একই ছাঁচে ব্লক এবং প্যানেলগুলিকে আলাদা করার সমস্যা সমাধান করা হয়েছে; সরঞ্জামটি একটি দক্ষ এবং মৃদু প্রক্রিয়াকরণ উপলব্ধি করে, সামগ্রিক ব্যয় হ্রাস করে এবং একই সময়ে গুণমানের হার নিশ্চিত করে। | |||||||||
| বহন এবং প্যাকেজ লাইন | ||||||||||
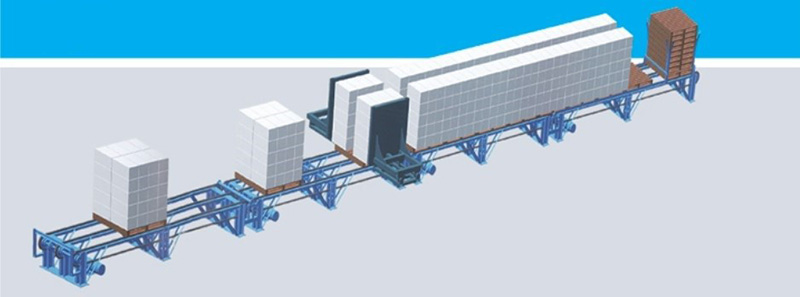 | ||||||||||
| এই সিস্টেম লাইনে কাঠের প্যালেটের জন্য কনভেয়িং এবং প্যাকিং লাইন রয়েছে যা মূলত ফিনিশড AAC ব্লকের জন্য ডিজাইন করা হয়েছে। সম্পূর্ণ ছাঁচের প্রোডাক্ট এক সময়ে কাঠের প্যালেটে সরানো হবে। এই লাইন। এই মেশিনে কম্পিউটারের নিয়ন্ত্রণ দ্বারা স্বয়ংক্রিয় বন্টন, পরিবহনের সময় সঠিক অবস্থান এবং লোড করা কাঠের প্যালেটের স্বয়ংক্রিয় পৃথকীকরণের মতো বৈশিষ্ট্য রয়েছে যে ক্ষেত্রে এটি প্যাকিং এবং চালানের জন্য সুবিধাজনক। | ||||||||||
| 5): আরো মেশিন শো | ||||||||||
 সমাপ্ত পণ্য বাতা সমাপ্ত পণ্য বাতা |  রোটারি ক্ল্যাম্প রোটারি ক্ল্যাম্প | |||||||||
 | ||||||||||
| প্যানেল জন্য বিশেষ কপিকল | প্লাগ মেশিন | স্লট মেশিন খুলুন | ||||||||
 | ||||||||||
| বল কল | চোয়াল পেষণকারী | অটোক্লেভ | বয়লার | |||||||
 | ||||||||||